Types of Taping Tools
Types of Taping Tools :- Taping tools are used to create screw thread called threading. Many use as cutting tools while other are forming tools.
HAND TOOLS
These are straight flute general purpose tools may be used for both machine & hand tapping. These are the most economical tools for production purpose. Hand taps can be supplied in sets of three, bottom, second and taper leads or individually.
1. Bottom taps
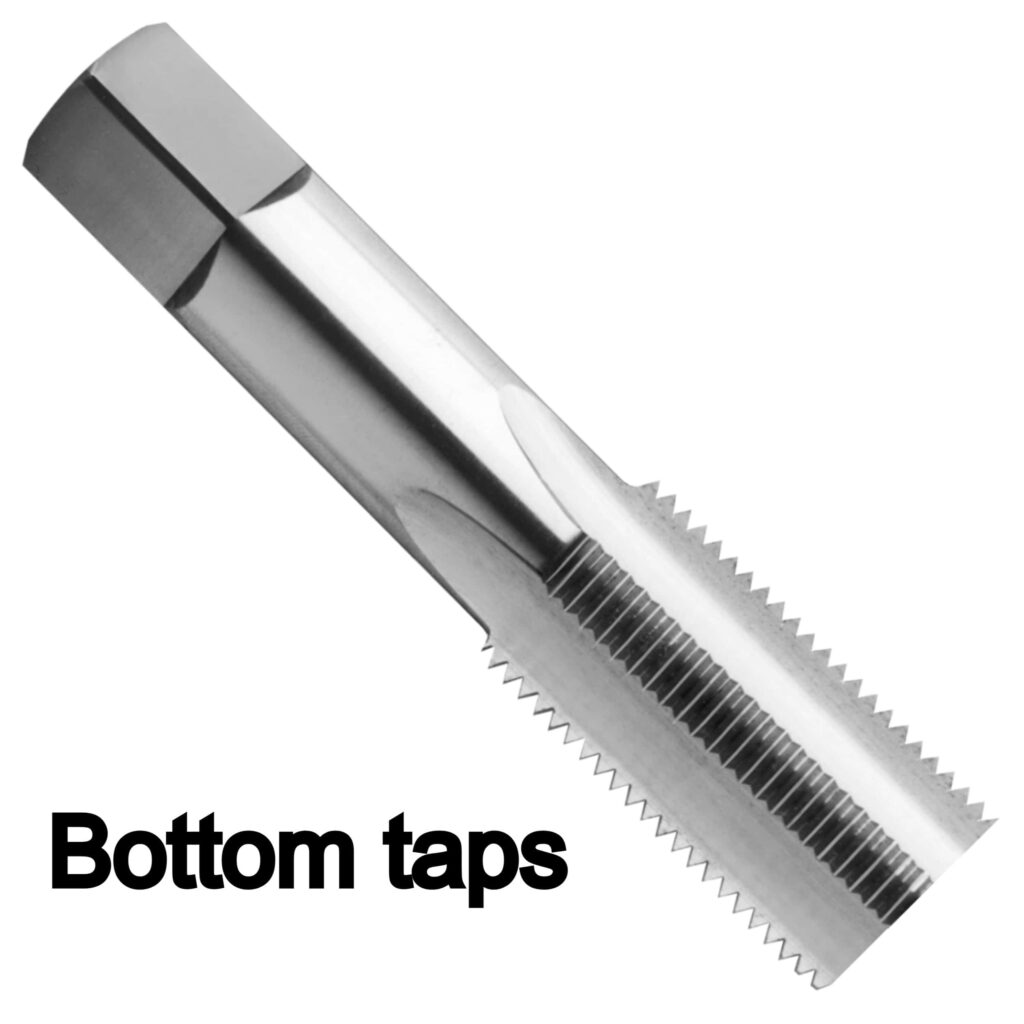
Bottom taps consist of lead (with chamfer) having 1-2 threads, the chamfering angle is nearly equals 18 degree per side. They are used to produce the threads at the bottom of the blind holes.
2. Second taps

Second taps having 3 -5 threads provision with the lead and angles of 8 degree per side. They are the most popular among of these taps. They can be used for through holes or blind holes where thread doesn’t need to go right to bottom.
3. Tapper taps

Tapes taps comes with 7 – 10 threads at 5 degree per side. The taper lead distributes the cutting forces over large area & taper shape helps the thread to starts.
Terminology Notes:– These taps are having different technical names with respect to the location likes of U.K, North America region which leads to confusion.
4. MACHINE TAPS

They are designed to run at higher speeds, needed with less cutting power than the hand taping tools.
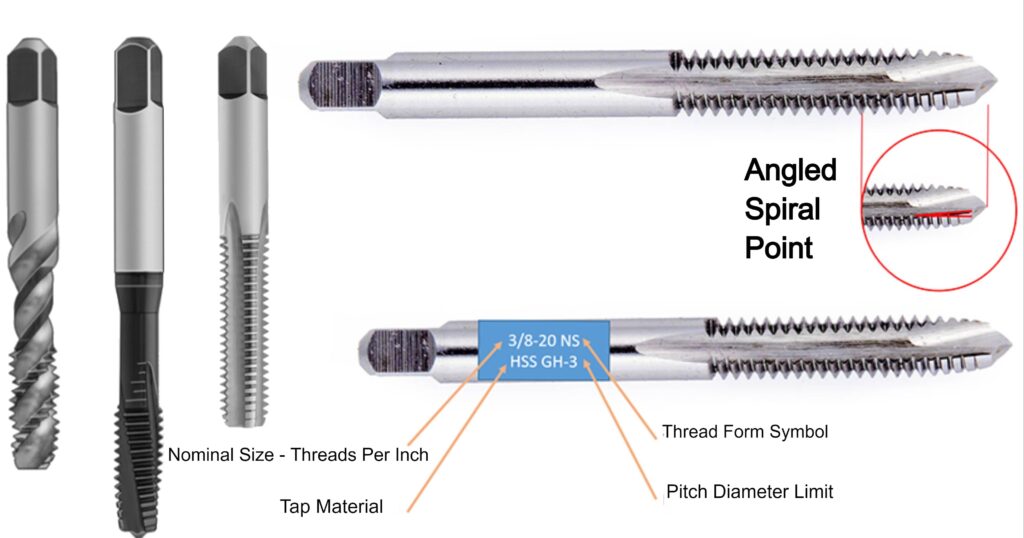
A. Spiral point
Spiral point tools are also known as gun nose or chipdriver. These taps are dimensionally similar to the hand taping tools but having the cutting face ground back relatives to the axis of the tap, for lead portion. This property basically fascilates the better cutting action, required less power. Spiral point taps are ideal for machine tapping through holes.
B. Spiral flute
These are used to provide a thread close to bottom of the blind hole. These are better on material which forms continuous swarf, rather than chips. Spiral flute taps can be equipped with slow or fast helix angle, slow spiral used for non ferrous material and fast for most other material.
C. Fluteless
Fluteless also known for roll, forming or polygon taps. These taps requires different tapping drill sizes and higher operating speeds than the conventional Taps. Flute less taps provide stronger threads.
LONG SHANK TYPES
Machine nut (BS949)
These taps are designed for tapping nuts on to the machines, come with long threads shanks & squared length. The shank diameter is reduced below the thread minor diameter to enable the tap to run through the work piece.
DIN 376 & 374
These taps are European standards taps that are dimensionally different to the standards ISO 529 UK types. They are generally longer & having reduced having shanks as do nut taps.
Basically DIN 376 taps are used for standard coarse threads. DIN 374 for fine threads taps. DIN 371 is also available. These are equipped with differ shanks. All of these are available in same types as ISO 529.
TROUBLESHOOTING9
Poor thread finish :- misalignment of tap & workpiece, incorrect feed rate, chips/swarf not being cleared properly, faulty tapping device or machine.
Taps breaking :- incorrectly sharpened / blunt tap, wrong tap selection, tapping speed too high, incorrect drill size.
Tap teeth chipping :- incorrectly sharpened/ blunt tap, tap hits bottom of hole, machine or tapping device faulty.
Remedies for alter the problems during operating the taping tools
Choose the correct lubricant
Ensure accurate alignment.
Choose correct feed & speed.
Use the correct tapping drill size.
Use the correct type of tap for job.